安徽華生機(jī)電集團(tuán)有限公司
專注冷焊技術(shù)20年,主要致力于微型電機(jī)、冷焊技術(shù)及相關(guān)產(chǎn)品的研發(fā)、生產(chǎn)和銷售,為用戶定制焊接自動化解決方案。

安徽華生機(jī)電集團(tuán)有限公司
Shanghai Shengzao Electromechanical Equipment Co., Ltd
 400-0563000
400-0563000  13764386088
137643860887*24小時免費(fèi)咨詢電話





新聞資訊
- 聯(lián)系方式
- 聯(lián)系人:朱經(jīng)理
- 手機(jī):13764386088(微信同號)
- 座機(jī):400-0563000
- 郵箱:hsjd@www.jwymcl.cn
- 地址:安徽省宣城市涇縣經(jīng)濟(jì)開發(fā)區(qū)經(jīng)二路
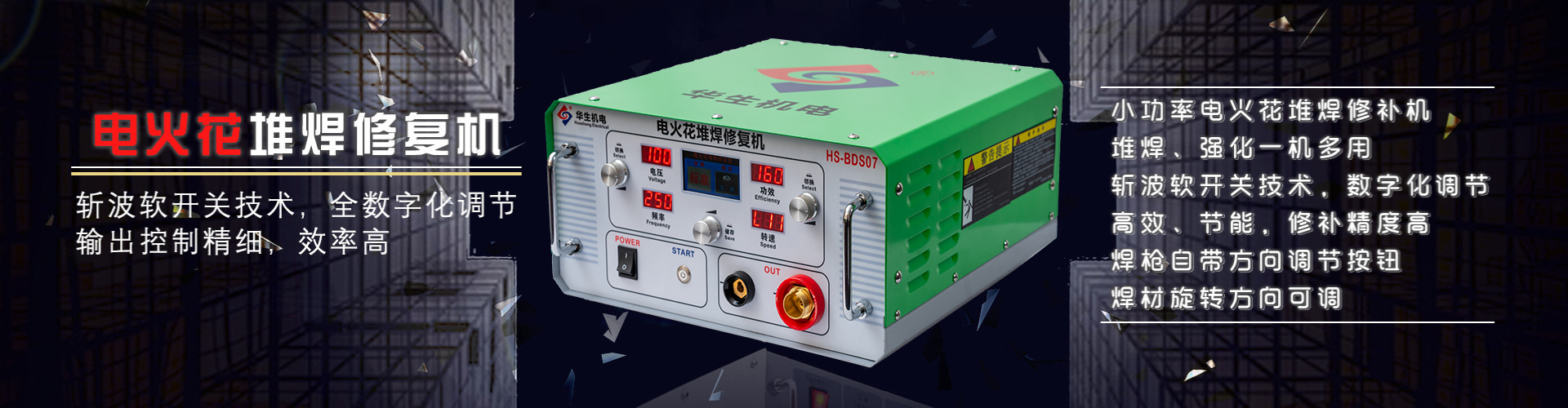
冷焊機(jī)的焊接方法
2025-02-13
越來越多的普通用戶開始關(guān)注冷焊機(jī),除了它理想的焊接效果之外,還有一個吸引大家之處就是操作簡單。冷焊機(jī)采用數(shù)字控制與觸屏設(shè)計,跟現(xiàn)代大多數(shù)電子產(chǎn)品有一些相似之處,讓沒有基礎(chǔ)的人更容易接受和學(xué)習(xí)。冷焊作業(yè)重要的就是把握鎢針與焊縫之間的距離與角度,其次就是調(diào)節(jié)設(shè)備參數(shù),掌握了這些你也可以焊出同款平滑白亮的焊縫。
1、安裝配件
接入焊槍、地線夾、腳踏控制器、防護(hù)面罩、氬氣表等相關(guān)配件,并檢查相關(guān)配件與設(shè)備是不是成功安裝并能夠使用,有時候冷焊機(jī)可以聽見拉弧聲但不能焊接,可能就是接地電纜沒有與工件良好銜接。

2、選擇模式
若選擇連續(xù)模式,按下焊槍開關(guān)冷焊機(jī)持續(xù)出弧,再次按下停止出弧;若選擇點(diǎn)焊模式,按下焊槍開關(guān)冷焊機(jī)出弧一次,松開停止;若選擇阻焊模式,一般用于阻焊放絲,也可用于模具修復(fù)中固定焊絲。熟能生巧后,可選擇面板上的“單點(diǎn)/連續(xù)”按鍵,在“連續(xù)”狀態(tài)下,冷焊機(jī)將連續(xù)的輸出脈沖,持續(xù)焊出焊點(diǎn)。

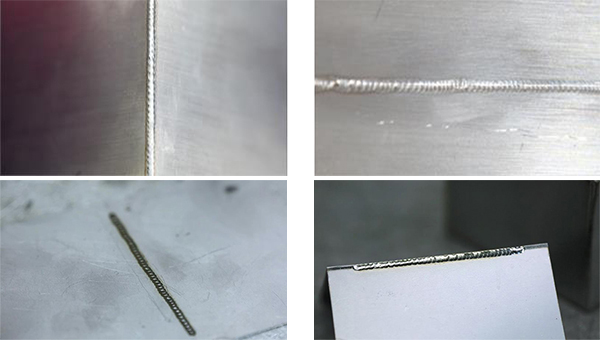
0.5mm不銹鋼薄板點(diǎn)焊

1mm鍍鋅板連續(xù)焊
3、調(diào)節(jié)參數(shù)
首先,焊絲應(yīng)選擇與工件相同的,如果不能完全一樣,也要選擇性質(zhì)相近的。其次,使用砂輪機(jī)打磨鎢針,焊接內(nèi)角或窄縫時,將鎢針磨成20-25度左右的尖錐;焊接平面或棱角時,將鎢針端部磨成70-90度的圓錐;焊接銅鋁等金屬時,將鎢針磨成半球形。一般情況下,建議鎢針露出長度在8mm作業(yè),如果露出的太多會導(dǎo)致氬氣保護(hù)不足,焊點(diǎn)發(fā)黑發(fā)黃,太短則影響操作視線。

冷焊機(jī)參數(shù)調(diào)節(jié)主要是焊接時間和電流,焊接電流代表沖擊力,控制焊點(diǎn)的大和小,電流越大焊點(diǎn)越大;焊接時間是控制焊接強(qiáng)度的,代表熔深,即融入板材的深淺,時間越大焊點(diǎn)越深。也就是說,隨著焊接時間和電流的增大,冷焊機(jī)焊接的沖擊力變大,牢固度變深。
如果是剛接觸冷焊機(jī)的新手,暫時不能很好地運(yùn)用冷焊機(jī),就根據(jù)板材的厚度進(jìn)行調(diào)節(jié),比如需要焊接的板材厚度是1毫米,就將電流與時間調(diào)至10與10,1.5毫米的板材就將電流與時間調(diào)至15與15,以此類推。擁有實(shí)踐經(jīng)驗之后,就可根據(jù)自身需要進(jìn)行上下調(diào)節(jié),效果更好。
4、進(jìn)行焊接
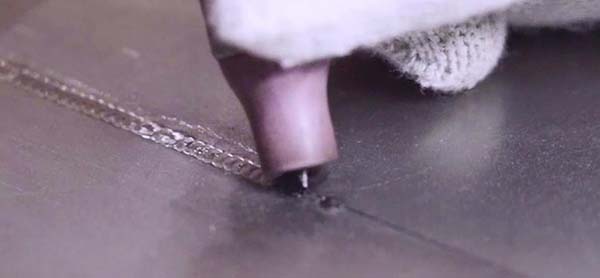
焊接時,切忌手忙腳亂。首先規(guī)劃好焊接方向,然后手持焊槍的角度和工件之間保持在75-90度,每個焊點(diǎn)壓在上一焊點(diǎn)的三分之一處,依次焊接。盡量使焊槍與工件垂直,焊絲與鎢針成直角,且距離越近焊出來的焊點(diǎn)越圓,切勿將鎢針針尖放在焊絲上方進(jìn)行焊接,一定要在焊絲前端焊接,否則焊絲無法熔化,如果遇到修補(bǔ)點(diǎn)變硬的問題,盡量選擇細(xì)一點(diǎn)的焊絲或者將功率調(diào)小。
5、關(guān)閉設(shè)備
焊接完成之后,必須關(guān)閉冷焊機(jī)的電源開關(guān)還有氬氣瓶閥門。
- 上一篇:冷焊機(jī)用途有哪些
- 下一篇:冷焊機(jī)效果怎么樣
 400-0563000
400-0563000
- 微信掃碼 聯(lián)系客服
- 聯(lián)系方式
- 聯(lián)系人:朱經(jīng)理
- 手機(jī):13764386088 (微信同號)
- 座機(jī):400-0563000
- 郵箱:hsjd@www.jwymcl.cn
- 地址:安徽省宣城市涇縣經(jīng)濟(jì)開發(fā)區(qū)經(jīng)二路
安徽華生機(jī)電集團(tuán)有限公司 電子營業(yè)執(zhí)照Copyright ©2024-2025 皖I(lǐng)CP備16001803號  備案號:皖公網(wǎng)安備34182302000307號
備案號:皖公網(wǎng)安備34182302000307號 

備案號:皖公網(wǎng)安備34182302000307號